4. sanayi Sitesi 129/3 Sok. No: 6 Evka-3 Mah. Bornova
İzmir, 35050
Hafta içi: 08:00 - 18:00h
Cumartesi: 08:00 - 14:00h

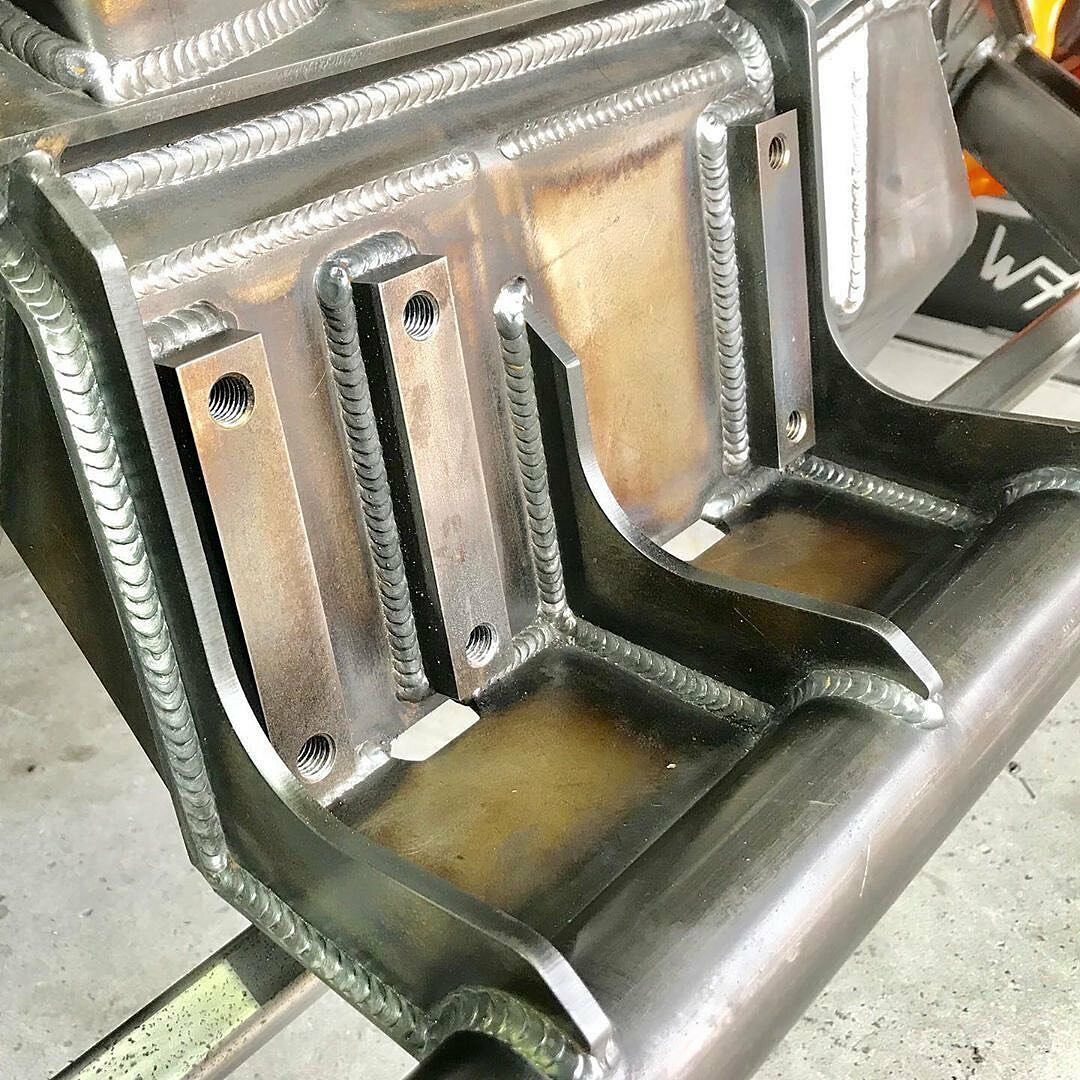
TIG (Tungsten Inert Gas) kaynağı, tungsten elektrot kullanılarak yapılan bir ark kaynak yöntemidir. Bu yöntemde, kaynak bölgesi inert bir gaz (genellikle argon) ile korunur. TIG kaynağı, ince ve hassas metal parçaların kaynaklanması için idealdir çünkü yüksek hassasiyet ve kontrol seviyesi sağlar. Bu nedenle, özellikle otomotiv, havacılık ve tıbbi cihaz sektörlerinde sıklıkla kullanılır. TIG kaynağı ile yapılan işler arasında paslanmaz çelik, alüminyum ve titanyum gibi metallerin birleştirilmesi, ince metal levhaların veya tüplerin kaynaklanması ve karmaşık veya detaylı metal yapının oluşturulması yer alır. Bu yöntem, yüksek kaliteli ve temiz birleştirmeler elde etme yeteneği nedeniyle değerlidir.
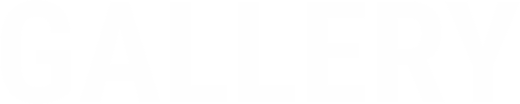
MIG (Metal Inert Gas) kaynağı, bir tel elektrotun sürekli olarak beslendiği ve kaynak alanını inert bir gaz (genellikle argon) ile koruduğu bir ark kaynak yöntemidir. MIG kaynağı, genellikle hızlı ve verimli olması nedeniyle tercih edilir ve birçok farklı metalle çalışabilir. Bu yöntem, geniş bir metal yelpazesini birleştirebilir ve bu da onu çeşitli endüstriler için uygun hale getirir. MIG kaynağı ile yapılan işler arasında, otomotiv üretiminde gövde panellerinin birleştirilmesi, gemi inşaatında geniş çelik plakaların kaynaklanması ve inşaat sektöründe yapısal çeliklerin birleştirilmesi yer alır. Ayrıca, MIG kaynağı, ince metal levhaların veya tüplerin kaynaklanması ve karmaşık veya detaylı metal yapının oluşturulması için de kullanılabilir. Bu yöntem, yüksek hız ve üretkenlik avantajı sunarak, genellikle büyük ölçekli üretim süreçlerinde tercih edilir.
Demir içermeyen metallerin kaynağı, genellikle yüksek ısı iletkenliği ve düşük elektrik iletkenliği olan amanyetik metallerin özelliklerinden dolayı zordur. Bu özellikler, kaynak işlemi sırasında ısının kontrolünü zorlaştırır ve çoğu durumda, bu metallerin yüksek erime noktaları vardır, bu da onları eritmeyi ve birleştirmeyi daha zor hale getirir. Ayrıca, bu metaller genellikle sert ve kırılgan olduklarından, şekillendirme ve işleme süreçleri zor ve hassas olabilir. Kaynak sırasında, metalin erime noktasının ve soğuma hızının dikkatlice kontrol edilmesi gerekmektedir. Aksi takdirde, kaynak yerinde çatlaklar, gözenekler veya diğer kusurlar oluşabilir. Tüm bu zorluklar, kaynak uygulamasının son derece hassas ve incelikli olmasını gerektirir. Özellikle, doğru sıcaklık ve basınç koşullarının sağlanması, uygun kaynak malzemelerinin kullanılması ve kaynak yerinin düzgün bir şekilde hazırlanması bu süreçte çok önemlidir.
Paslanmaz tank imalatı, çeşitli faktörlerden dolayı zordur. Öncelikle, paslanmaz çelik, yüksek ısı ve düşük elektrik iletkenliği olan bir metaldir. Bu, ısının kaynak işlemi sırasında kontrolünü zorlaştırır. Ayrıca, paslanmaz çelik genellikle yüksek bir erime noktasına sahiptir, bu da onu eritme ve birleştirme sürecini daha zorlaştırır. Bu metaller ayrıca sert ve kırılgan olduklarından, şekillendirme ve işleme süreçleri zor ve hassas olabilir. Paslanmaz tankların onarımı, yeni bir tankın imalatından daha önemli olabilir çünkü, paslanmaz çelik tanklar uzun ömürlüdür ve genellikle yeni bir tank imal etmekten daha az maliyetlidir. Ayrıca, onarım süreci, tankın işlevselliğini korurken ömür süresini uzatabilir. Bu nedenle, uygun onarım ve bakım, paslanmaz çelik tankların verimliliği ve dayanıklılığı açısından çok önemlidir.


Kaynak Profesörü
Tüm fotoğraflar işlerimize aittir.